|
 |
| 当前位置:首页 - 综合技术 |
硅片切割技术的现状和发展趋势文章来源:中国新能源网 | 发布日期:2010-06-03 | 作者:未知 | 点击次数:
摘要:随着全球各国绿色能源的推广和近年来半导体产业的超常规发展,硅片市场的供需已极度不平衡,切割加工能力的落后和产能的严重不足已构成了产业链的瓶颈。作为硅片(晶圆) 上游生产的关键技术,近年来崛起的新型硅片多丝切割技术具有切割表面质量高、切割效率高和可切割大尺寸材料、方便后续加工等特点。由于驱动研磨液的切割丝在加工中起重要作用,与刀损和硅片产出率密切关联,故对细丝多丝切割的研究具有迫切与深远的意义。 关键词:晶圆,多丝切割,细丝,产出率,切削量 0 引言: 硅片切割是电子工业主要原材料一硅片(晶圆)生产的上游关键技术,切割的质量与规模直接影响到整个产业链的后续生产。在电子工业中,对硅片的需求主要表现在太阳能光伏发电和集成电路等半导体产业上。 光伏发电是利用半导体材料光生伏打效应原理直接将太阳辐射能转换为电能的技术。资料显示,太阳能每秒钟到达地面的能量高达80万千瓦,假如把地球表面0.1%的太阳能转为电能,转变率5%,每年发电量可达5.6×1012千瓦小时,相当于目前世界上能耗的40倍。随着全球矿物资源的迅速消耗,人们环保意识的不断增强,充分利用太阳的绿色能源被高度重视(图1.1为近年来全球太阳能电池产量),发展势头及其迅猛。
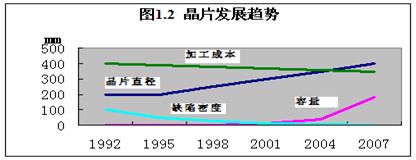
晶体硅片是制作光伏太阳能电池的主要材料,每生产1MW的太阳能电池组件需要17吨左右的原料。Clean Edge 预计,全球太阳能发电市场的规模将从2005年的110亿美元猛进增到2015年的510亿美元,以芯片著名的“硅谷”将被“太阳谷”所取代。显然太阳能产业的迅猛发展需要更多的硅原料及切割设备来支撑。 除太阳能电池外,硅片的巨大需求同样表现在集成电路等半导体产业上。硅占整个半导体材料的95%以上,单晶硅片是半导体器件生产的关键性基材,是当之无愧的电子产业的基础支撑材料。2005年我国集成电路产业消耗的电子级多晶硅约1000吨,太阳能电池多晶硅约1400吨;2006年,我国集成电路产业消耗的电子级多晶硅约1200吨,太阳能电池多晶硅约3640吨。预计到2010年,电子级多晶硅年需求量将达到约2000吨,光伏级多晶硅年需求量将达到约4200吨。随着全球各国能源结构的调整,绿色能源的推广和近年来半导体产业的超常规发展,硅片市场的供需已极度不平衡。硅原料的供不应求,切割加工能力的落后和严重不足构成了产业链的瓶颈,严重阻碍了我国太阳能和半导体产业的发展。因此,未来的3至5年间,将是中国晶硅产业快速发展的黄金时期。 1硅片切割的常用方法: 硅片加工工艺流程一般经过晶体生长、切断、外径滚磨、平边、切片、倒角、研磨、腐蚀、抛光、清洗、包装等阶段。近年来光伏发电和半导体行业的迅速发展对硅片的加工提出了更高的要求(图1.2):一方面为了降低制造成本,硅片趋向大直径化。另一方面要求硅片有极高的平面度精度和极小的表面粗糙度。所有这些要求极大的提高了硅片的加工难度,由于硅材料具有脆、硬等特点,直径增大造成加工中的翘曲变形,加工精度不易保证。厚度增大、芯片厚度减薄造成了材料磨削量大、效率下降等。
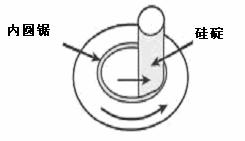
硅片切片作为硅片加工工艺流程的关键工序,其加工效率和加工质量直接关系到整个硅片生产的全局。对于切片工艺技术的原则要求是:①切割精度高、表面平行度高、翘曲度和厚度公差小。②断面完整性好,消除拉丝、刀痕和微裂纹。③提高成品率,缩小刀(钢丝)切缝,降低原材料损耗。④提高切割速度,实现自动化切割。 目前,硅片切片较多采用内圆切割和自由磨粒的多丝切割(固定磨粒线锯实质上是一种用线性刀具替代环型刀具的内圆切割)。内圆切割是传统的加工方法(图1.3a),材料的利用率仅为40%~50%左右;同时,由于结构限制,内圆切割无法加工200mm以上的大中直径硅片。
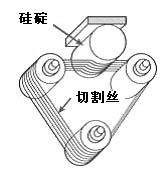
多丝切割技术是近年来崛起的一项新型硅片切割技术,它通过金属丝带动碳化硅研磨料进行研磨加工来切割硅片(图1.3b)。和传统的内圆切割相比,多丝切割具有切割效率高、材料损耗小、成本降低(日进NWS6X2型6” 多丝切割加工07年较内圆切割每片省15元)、硅片表面质量高、可切割大尺寸材料、方便后续加工等特点(见表1.1)。
表1.1:内圆切割与多丝切割的对比 2 切割技术的发展趋势:
作为一种先进的切割技术,多丝切割已经逐渐取代传统的内圆切割成为目前硅片切片加工的主要切割方式,目前,瑞士HCT公司,Meyert Burger公司,日本Takatori(高鸟)等少数著名制造厂商先后掌握了该项关键技术,并推出了相应的多丝切割机床产品,尤其是大尺寸的切割设备。
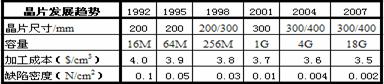
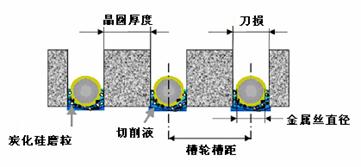
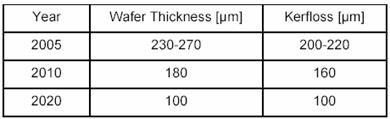
在上游原材料加工产能受限的今天,一方面由于多丝切割的刀损(图1.4)在材料加工损耗中占有较大的比例(有时可达到50%以上),且材料的切屑粒微小、共存于研磨液中,造成切割效率下降。另一方面由于将研磨粒与其分离成本较高,实施较难。故减小晶片的厚度(提高单位材料的产出率),减小切割的刀损(提高原材料的利用率),提高磨粒的利用率(降低加工成本),已成为迫切的要求。EPIA国际委员会统计分析后给出的预言指出,未来的15年内,晶片的厚度和切割丝直径将减少一半(表1.2)。
如以目前用的切割丝直径d分析(设刀损为2*d,硅碇总长度为L,晶圆厚度为H),可得以下计算公式: 2硅片切削量: 3切割钢丝张力: 以NISSIN的NWS6×2型多丝切割机为例,可同时并列一次切割2支6”(Φ152mm x 230mm)的硅晶棒或1支12” 的硅晶棒,采用0.16mm的钢丝,实际加工测得的丝损约为0.02mm,切割晶片厚度为0.2mm共900余片(或450余片)。如将钢丝由0.16mm 减至0.08mm(刀损设定为直径*2),根据上述公式,可得如下结果: 由此可见,当切割硅碇的钢丝直径减半后(由原来的Φ0.16mm 减至Φ0.08mm),单一硅碇的硅片产量将提高44.4%,切削量将下降-27.8%,切割丝控制张力按要求下降-75%,单位硅材料的损耗将大幅下降,晶圆的产出率大幅提高。因此细丝线锯是众多学者努力的方向,对细丝多丝切割的研究具有迫切与深远的意义。 3 结论: 硅片切割是电子工业主要原材料一硅片(晶圆)生产的上游关键技术,切割的质量与规模直接影响到整个产业链的后续生产。在电子工业中,对硅片的需求主要表现在太阳能光伏发电和集成电路等半导体产业上。随着全球各国能源结构的调整,绿色能源的推广和近年来半导体产业的超常规发展,硅片市场的供需已极度不平衡。 多丝切割作为一种先进的切割技术,目前已逐渐取代传统的内圆切割成为硅片切片加工的主要切割方式。由于驱动研磨液的切割丝在加工中起重要作用,与刀损和硅片产出率密切关联,减小切割丝的直径将使硅材料的损耗大幅下降,使单位材料晶圆的产出率大幅提高。故对细丝多丝切割的研究具有迫切与深远的意义。(上海大学机电工程与自动化学院 程志华 , 李秀雯, 裴仁清)
|
||||||||||||||||||||||||||||||
|
地址:广东省广州市天河区五山能源路2号 联系电话:020-37206200 邮箱:newenergy@ms.giec.ac.cn 经营许可证编号:粤B2-20050635 粤ICP备:11089167号-4 主办:中国科学院广州能源研究所 1998-2013 newenergy.org.cn/newenergy.com.cn Inc. All rights reserved. 中国新能源网 版权所有 |

 mm钢丝:切割晶片数=
mm钢丝:切割晶片数=
 mm钢丝:切削量=切割晶片数
mm钢丝:切削量=切割晶片数


 mm钢丝:钢丝截面积
mm钢丝:钢丝截面积