|
 |
| 当前位置:首页 - 生物质能 - 生物燃料 |
平模制粒机加工生物质燃料的工作特性分析文章来源:中国新能源网 | 发布日期:2010-05-29 | 作者:未知 | 点击次数:
生物质能的利用技术主要有生物质热裂解气化技术、生物质热裂解液化技术、沼气技术、和生物质固化成型技术等。其中,固化成型技术生产的生物质燃料颗粒,可用于工业燃料、电厂发电和农村居民做饭取暖等领域,在瑞典等欧洲国家已得到广泛应用。据统计,2005年,世界生物质固体成型燃料的产量已突破420万吨。我国对生物质固化成型技术的研究始于20世纪80年代,在生物质螺旋挤压成型、活塞压缩成型和制粒机挤压成型等方面都有所突破。平模制粒机加工生物质颗粒是固化成型技术的一种,近几年在生物质制粒产业的发展过程中,平模机以其坚固耐用、原料适应性强等优点逐渐取得生产者的青睐,本文将就平模制粒机加工生物质颗粒的工作原理,生物质原料的成型机理,平模机加工生物质颗粒的工艺以及特点等方面进行介绍和讨论。 平模制粒机的工作过程与颗粒成型机理
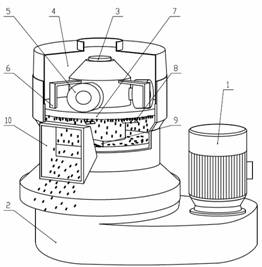
按执行部件的运动状态分,平模制粒机有动辊式、动模式、模辊双动式三种,后两种常见于小型平模制粒机,较大机型一般用动辊式。按磨辊的形状分,又可以分为锥辊式和直辊式两种。直辊动辊式平模制粒机工作原理如图1所示:电动机通过减速箱驱动主轴,主轴带动磨辊,磨辊绕主轴公转的同时也绕磨辊轴自转。加工颗粒时,生物质原料被送入平模机的喂料室,在分料器和刮板的共同作用下均匀地铺在平模上,主轴带动的压辊连续不断地滚过料层,将物料挤压进入模孔,物料在模孔中经历成型、保型等过程,一定时间后以圆柱状态被挤出,旋转的切刀将物料切断,形成颗粒,由扫料板将颗粒送出。
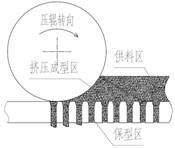
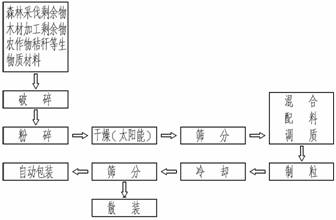
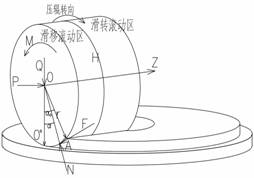
生物质原料主要含有纤维素、半纤维素和木质素等物质,其平模机模辊间的成型机理如下(见图2):供料区内的物料在重力作用下紧贴在平模上,当压辊向前滚动,物料进入变形压紧区,这时因受到挤压,原料粒子不断进入粒子间的空隙内,间隙中的空气被排出,粒子间的相互位置不断更新,粒子间所有较大的空隙逐渐都被能进入的粒子占据。随着压辊继续滚动,被压实的原料进入挤压成型区,部分楔形区、模孔的锥孔部分和前半部分都属于挤压成型区,该区内,压力继续增加,粒子本身发生变形和塑性流动,在垂直于最大主应力的方向被延展,并继续充填周围较小的空隙,由于压辊和物料间的摩擦作用加剧而产生大量热量,导致原料中含有的木质素软化,粘合力增加,软化的木质素和生物质中固有的纤维素联合作用,使生物质逐渐成形,这时部分残余应力贮存于成型块内部,粒子结合牢固但不甚稳定。成型块在挤压作用下进入模孔的保型段,在该段不利于形状保持的残余应力被消除,颗粒被定型。 工艺过程与试验 平模机加工生物质颗粒基本工艺过程如图3所示,生物质原料经过破碎和粉碎后进入干燥环节。水分合适的物料经混合调质后进入平模机制粒。从制粒机出来的颗粒经过冷却和筛分,得到成品,然后包装或者散装出厂。
生物质制粒的基本工艺步骤大体类似,然而由于原料的物性不同、成型机的工作原理不同,具体的工艺过程还是有所区别,对平模机制粒的关键工艺步骤具体介绍如下: 粉碎环节,平模机制粒时,原料粒径越小,粒子之间越容易互相充填、嵌合,因此制粒机的单位产量平均能耗就越小,平模和压辊等易损件的磨损速度也较慢,制成颗粒的抗渗水性和硬度等指标也越高,然而一味追求粒径的减小会使粉碎环节的能耗骤升,因此应当在满足平模制粒机加工要求的前提下,使粒径尽量大些。事实上,能够压制大粒径的原料是平模机的优势之一,一般对作物秸秆等原料,其最大颗粒外形尺寸要求小于2×2×30mm,而对于木质原料,则要求更严格一些。 干燥环节,干燥的主要目的是调节原料的含水率,使其稳定均一,适合制粒机加工,在制粒成型过程中,合适的水分一方面能够传递压辊的压力,另一方面能起到润滑剂的作用,辅助粒子互相填充,从而促进原料成型。但是含水率过大时,水分容易在颗粒之间形成隔离层,使得层间无法紧密结合,挤出的颗粒容易膨胀散开,不能成型,因此控制合适的原料含水率在加工过程中尤为重要。一般从自然界中收集的生物质原料含水率大部分分布在20-40%之间,高的能达到55%,平模制粒机加工生物质原料时,要求原料的水分在10-14%之间,当加工玉米秸秆一类含糖较多的原料时含水量可允许稍高。常规的干燥工艺一般用带式干燥器、滚筒干燥器、厢式干燥器等设备进行,然而不得不承认这一环节会耗费掉可观的能量。笔者认为,如今太阳能干燥技术已较为成熟,完全可以用太阳能温室配备以翻抛设备对生物质原料进行除湿,一般生物质原料的干燥,要求温度水平较低,大约在40-70℃之间,这正好与太阳能利用领域中的低温利用相适应,与传统干燥工艺相比,可以大量节省常规能源,降低固定投资,经济效益显著。 制粒环节,干燥好的物料进入制粒环节,可以不用调质处理,直接加工。有条件的生产厂家可选配自动控制系统和模辊自动调隙装置。自动控制系统根据主机电流的变化调节喂料电机的变频器,从而实时调节喂料量,这能有效的避免堵机现象的发生。模辊自动调隙装置能采集模辊间隙数据,通过反馈、对比来控制液压系统,使间隙与设定值相一致,并能在生产过程中随时变化。一般而言,启动阶段,磨辊间隙应当尽量小些,这可以减小启动力矩,降低电机负荷。进入稳态工作后,磨辊间隙应当稍大,这可以增大压缩行程,得到坚硬光滑的颗粒。可以将间隙随时间变化的设置输入控制系统,启动后,机器可以自动调节模辊间隙。压辊和平模都是易磨损件,需要定期更换,压辊的服役期可以稍长一点,但最好能够和平模一起更换。一般,平模可以工作800-2000小时不等,这要视零件的材质和加工工艺而定。 利用以上工艺,2007年6月-8月,我们对中国农业机械化科学研究院畜禽机械研究所研制的PM60型平模制粒机进行了性能考核试验。其中部分试验数据如下: 表1 PM60型平模制粒机加工生物质颗粒试验数据
由试验结果知,PM60型平模制粒机适合加工锯末、锯末秸秆混合料等生物质原料,成型率在93%以上,吨电耗在55千瓦时以下,小时生产能力在800kg-900kg左右。[NextPage] 平模制粒机加工生物质燃料颗粒的特性探讨 在加工生物质燃料颗粒的过程中,我们发现,平模制粒机的各工作部件表现出以下特性: 1 喂料特性 物料进入平模机的第一个工位是喂料室,喂料室起到缓存物料和喂料的作用,完成物料向磨辊楔形攫取角的喂入。喂料室有两个特点,一是喂料空间广阔,为专门挤压生物质原料的大直径压辊提供了空间,也为蓬松的生物质原料提供了喂料空间;二是靠重力作用直接喂料的原理高效实用。 像如锯末、树枝、树杈粉碎料和秸秆粉末这一类生物质原料,粗纤维含量高,质轻而蓬松,不易喂入。宽敞的喂料室,首先能为物料提供广阔的喂料空间。其次能允许配备大直径压辊,从而增大攫取角,增强对粗纤维物料的攫取能力。据测算,锯末原料容重约为200kg/m3,孔隙率为75%左右,物料本身轻而蓬松,制成颗粒时压缩比在6以上,这就对喂料空间提出了较高的要求。平模机具有宽敞的喂料室,以PM60平模机为例,其有效喂料容积约120dm3,单次喂料可达24kg,完全能满足机器需求。 其次,物料喂入的过程是在重力作用下自然下落的过程。不需要强制喂入,原料便可直接落到适合挤压的工位上。这种喂料方式明显优于环模制粒机,环模机工作时,对应不同的物料都需要探索相应的导料板参数,物料性质稍有改变,导料板就得改变,这就限制了环模机对原料的适应性。 2平模特性 在动辊式平模制粒机中,平模被固定在机座上,物料从静止的模孔中挤出,被切刀切断后形成颗粒。而环模制粒机中,环模是旋转的,旋转的环模常常把颗粒甩在机壳上,部分颗粒被摔碎,成型率下降。因此平模制粒机中平模静止的工作方式有利于颗粒成型率的提高。 作为制粒机的核心工作部件,平模的结构参数是否合适直接决定了颗粒质量的优劣。加工不同的物料,应当配备不同的模板。模板的开孔面积,模孔尺寸,模孔排布方式等要素都是决定制粒性能的重要因素。模孔长径比越小,产量越大,但是颗粒密度越小、质量也越差。长径比过大,则容易堵机。从实践经验看,用同一种原料生产相同规格的产品,平模厚度要比环模的小许多。 与环模相比,平模的优势在于结构简洁,体积紧凑,能正反使用,成本低廉。模板是易磨损件,需要定期更换,平模结构的对称性决定了模板双面可用,一面磨损量过大后,可以将模板反装,这大大提高了平模的使用寿命。易损件寿命的提高有助于降低生产成本。 3压辊特性 压辊方面,平模机压辊的特点是转速较低、直径大,与某些型号的环模机相比,其转速甚至不到环模压辊的一半,而较大的直径可以增大压辊的攫取角。这使工作中的压辊对物料有较强的攫取力,并且降低了打滑的可能性。 但是工作中的压辊并非整体在做纯滚动,从其轴向上看,压辊的里侧与外侧都会发生滑动,这种滑动作用是平模机的工作原理决定的,并不因物料的改变而改变。笔者认为,滑动作用的存在,固然在一定程度上加快了压辊的磨损,但是客观上却增强了制粒机的挤压性能,使平模制粒机在加工含粗纤维较多的生物质原料方面成为佼佼者。下面将从运动分析和受力分析方面对滑动作用进行讨论。
以图4所示的顺时针旋转的压辊为例,平模制粒机工作时,压辊上必定存在一条纯滚动的圆周线H,在纯滚动线H内侧,压辊发生超前性滑动,称之为滑转滚动;在纯滚动线外侧,压辊发生滞后性滑动,称之为滑移滚动。 在压辊与物料接触的任意点A,其受力如图4所示,因挤压物料而收到物料施加给压辊的反作用力N,N大小随 变化而变化,但总是沿半径指向圆心方向;压辊与物料之间还可能存在摩擦力F,F必定沿切线方向,但指向有待讨论。 当机器进入稳态时,压辊处于平衡状态,建立如图所示的柱坐标系,以磨辊轴心为Z轴,磨辊最外截面圆心为Z轴0点,以竖直方向半径为角坐标0点。因平模压辊的自转是从动的,不存在驱动力矩,故其自身力矩之和为零,可以得到其力矩平衡方程: 显然,③式右侧表示滑转滚动区的合力矩,左侧表示滑移滚动区合力矩,两个合力矩等大反向。在滑转滚动区,磨辊因转速较快,相对于物料产生滑动,因此力F沿切线指向上,合力矩方向为逆时针,则由力矩平衡关系可推得,③式左边描述的滑移滚动区所受合力矩必定为顺时针方向,因此该区内的大部受力点所受摩擦力F应沿切线指向下方(如图4所示)。
明确了压辊的受力情况,就可以分析物料受力,物料受力情况如图5所示,在磨辊挤压物料的任意一点B,物料受压辊对其施加的力 与 ,分别为 和 的反作用力。在与平模接触的平面,物料受到水平方向上的摩擦力S和铅直方向上的支撑力T。则物料受力的平衡方程为: 纯滚动线所在截面: 滑转滚动区任一截面: 从上述的压辊运动情况和物料受力情况我们可以作出以下分析: (1)从上面三组平衡式的对比可以看出,产生滑转滚动和滑移滚动的时,与纯滚动相比,相当于在竖直方向和水平方向对作用力进行了重新分配。从式④可以看出,在滑移滚动区,物料在水平方向上受力增加,因此水平方向的挤压作用增强。从式⑨可以看出,在滑转滚动区,物料在竖直方向上受力增加,竖直方向的挤压作用增强。两种滑动作用的效果并不是消极的。 (2)由运动分析知,在滑转滚动区,压辊产生超前性滑动,因此对平模径向上单位长度的物料而言,在压辊上的挤压行程增加,这相当于在竖直方向增长了物料的预压缩行程。在滑移滚动区,压辊产生滞后性滑动,对于平模径向上单位长度的物料,在平模上的挤压行程增加,相当于在水平方向上增长了预压缩行程。这就能解释为什么环模制粒机和平模制粒机加工相同原料、相同规格的产品时,平模机的模板厚度远薄于环模厚度:尽管二者都是模板挤压制粒,但平模机的两种滑动作用相当于增加了物料的压缩行程。 (3)从式④、⑤和式⑧、⑨可以看出,两种滑动作用导致了摩擦力的产生,摩擦力F使压辊和物料之间产生了两种剪切作用。滑转滚动区的超前性滑动使磨辊在竖直方向对物料产生了较强的剪切作用,这种剪切作用越靠近模板中心越明显。滑移滚动区的滞后性滑动使磨辊在水平方向对物料产生了较强的剪切作用,这种剪切作用越远离模板中心越明显。 试验时从出料口往里观察,我们发现平模的中间几圈模孔出料快,越是里圈和外圈的模孔,出料越慢。如果卸掉切刀观察,中间几圈的物料被挤出较短的长度就会断裂、坠落。而里圈和外圈的模孔中挤出的物料不易自动断裂和坠落,有许多甚至长至200mm以上才脱离模板。这是因为,由于两种剪切作用的存在,模板内侧和外侧的物料受较大剪切力,物料粒子被充分地揉切、撕裂进而充填、嵌合,所以越是两侧,成型颗粒质地越密实,出料越缓慢。平模机之所以在加工粗纤维含量较多的物料时具有优越的性能,也正是因为这两种较强的剪切作用对物料进行了充分的预处理。 (4)滑移滚动和滑转滚动的存在会导致压辊平模等零件的磨损程度增加,但在设计时可将平模设计成对称结构,能够正反使用用,这将有效降低易损件成本。 4 结语 随着人们环保意识的增强以及国家环保工作力度的增加,社会对清洁的替代能源的需求越来越迫切;今年中央1号文件明确规定“推进以非粮油作物为主要原料的生物质能源研究和开发”;发展生物质颗粒燃料符合国策,顺应民意。性能优异稳定的成型机在生物质燃料颗粒成型过程中扮演着重要的角色。结合太阳能干燥工艺,利用PM60型平模制粒机加工锯末、锯末秸秆混合料等生物质燃料颗粒,成型率在93%以上,吨电耗在55千瓦时以下,小时生产能力在800kg-900kg左右。从试验结果和理论分析来看,平模制粒机是加工生物质颗粒燃料的理想机型。(赵明杰 吴德胜 中国农业机械化科学研究院)
|
|||||||||||||||||||||||||||
|
地址:广东省广州市天河区五山能源路2号 联系电话:020-37206200 邮箱:newenergy@ms.giec.ac.cn 经营许可证编号:粤B2-20050635 粤ICP备:11089167号-4 主办:中国科学院广州能源研究所 1998-2013 newenergy.org.cn/newenergy.com.cn Inc. All rights reserved. 中国新能源网 版权所有 |
 ①
① ②
② ③
③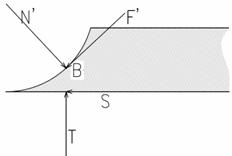
 ④
④ ⑤
⑤ ⑥
⑥ ⑦
⑦ ⑧
⑧ ⑨
⑨